ГОСТ 6235-2020
МЕЖДУЩАТСКИ СЪВЕТ ПО СТАНДАРТИЗАЦИЯ, МЕТРОЛОГИЯ И СЕРТИФИКАЦИЯ
(МГС)
МЕЖДУЩАТСКИ СЪВЕТ ПО СТАНДАРТИЗАЦИЯ, МЕТРОЛОГИЯ И СЕРТИФИКАЦИЯ
(ISC)
МЕЖДУЩАТСКА МАГИСТРАЛА |
ГОСТ 2020 г. |
НИКЕЛОВИ ЛИСТОВЕ И ЛЕНТИ
Технически условия
Официално издание
ГОСТ 6235-2020
Предговор
Целите, основните принципи и общите правила за извършване на работа по междудържавна стандартизация са установени от ГОСТ 1.0 "Междудържавна система за стандартизация. Основни разпоредби" и ГОСТ 1.2 "Междудържавна система за стандартизация. Междудържавни стандарти, правила и препоръки за междудържавна стандартизация. Правила за разработване, приемане, актуализиране и отмяна".
Информация за стандарта
1 РАЗРАБОТЕНО ОТ Техническия комитет по стандартизация ТК 106 "Валцуване на цветни метали", Акционерно дружество "Научноизследователски, проектантски и инженерен институт по сплави и обработка на цветни метали" (АД "Институт по валцуване на цветни метали")
2 ПРЕДСТАВЕНО от Федералната агенция за техническо регулиране и метрология
3 ПРИЕТО от Междудържавния съвет по стандартизация, метрология и сертифициране (протокол от 30 юни 2020 г. № 131-P)
Следните гласуваха за приемането:
| Съкратено име на държавата съгласно MK (ISO 3166) 004-97 | Код на държавата съгласно MK (ISO 3166) 004-97 | Съкратено наименование на националния орган по стандартизация |
Армения регионален Киргизстан Таджикистан |
сутринта ОТ КГ Т. Дж. |
Министерство на икономиката на Република Армения Държавен стандарт на Република регионален Киргизстандарт Таджикстандарт |
5 ВМЕСТО ГОСТ 6235-91
Информация за влизането в сила (прекратяването на действието) на този стандарт и измененията в него на територията на гореспоменатите държави е публикувана в индексите на националните стандарти, публикувани в тези държави, както и в интернет на уебсайтовете на съответните национални органи по стандартизация.
В случай на преразглеждане, изменение или отмяна на този стандарт, съответната информация ще бъде публикувана на официалния уебсайт на Междудържавния съвет по стандартизация, метрология и сертифициране в каталога "Междудържавни стандарти".
ГОСТ 6235-2020
Съдържание
1 Обхват 1
2 Нормативни препратки 1
3 Термини и определения 3
4 Асортимент 3
5 Технически изисквания 6
6 Правила за приемане 7
7 Методи за контрол и изпитване 9
8 Опаковка, етикетиране, транспортиране и съхранение 10
Приложение А (информативно) Дебелина и теоретично тегло на 1 м² горещовалцувани листове
и горещовалцувани и студеновалцувани ленти 12
ГОСТ 6235-2020
МЕЖДУЩАТЕН СТАНДАРТ
НИКЕЛОВИ ЛИСТОВЕ И ЛЕНТИ
Технически условия
Никелови ленти и ленти. Спецификации
Дата на въвеждане - 01.04.2021 г.
1 Обхват на приложение
Този стандарт се прилага за горещовалцувани никелови листове и горещовалцувани и студеновалцувани ленти (листове и ленти), използвани в различни индустрии.
2 Нормативни препратки
Този стандарт използва нормативни препратки към следните междущатски стандарти:
ГОСТ 166 (ISO 3599-76) Шублери. Спецификации
ГОСТ 427 Метални линийки за измерване. Технически условия
ГОСТ 492 Никел, никелови и медно-никелови сплави, обработени чрез налягане. Марки
ГОСТ 1497 (ISO 6892-84) Метали. Методи за изпитване на опън
ГОСТ 2991 Несгъваеми дървени кутии за товари с тегло до 500 кг. Общи спецификации
ГОСТ 3282 Нисковъглеродна стоманена тел за общо предназначение. Спецификации
ГОСТ 3560 Стоманена опаковъчна лента. Технически условия
ГОСТ 6012 Никел. Методи за химико-атомно-емисионен спектрален анализ
ГОСТ 6507 Микрометри. Спецификации
ГОСТ 6689.1 Никел, никелови и медно-никелови сплави. Методи за определяне на мед
ГОСТ 6689.2 Никел, никелови и медно-никелови сплави. Методи за определяне на никел
ГОСТ 6689.3 Никел, никелови и медно-никелови сплави. Методи за определяне на количеството никел и кобалт
ГОСТ 6689.4 Никел, никелови и медно-никелови сплави. Методи за определяне на цинк
ГОСТ 6689.5 Никел, никелови и медно-никелови сплави. Методи за определяне на желязо
ГОСТ 6689.6 Никел, никелови и медно-никелови сплави. Методи за определяне на манган
ГОСТ 6689.7 Никел, никелови и медно-никелови сплави. Методи за определяне на силиций
ГОСТ 6689.8 Никел, никелови и медно-никелови сплави. Методи за определяне на алуминий
ГОСТ 6689.9 Никел, никелови и медно-никелови сплави. Методи за определяне на кобалт
ГОСТ 6689.10 Никел, никелови и медно-никелови сплави. Методи за определяне на въглерод
ГОСТ 6689.11 Никел, никелови и медно-никелови сплави. Методи за определяне на волфрам
ГОСТ 6689.12 Никел, никелови и медно-никелови сплави. Методи за определяне на магнезий
ГОСТ 6689.13 Никел, никелови и медно-никелови сплави. Методи за определяне на арсен
ГОСТ 6689.14 Никел, никелови и медно-никелови сплави. Методи за определяне на хром
ГОСТ 6689.15 Никел, никелови и медно-никелови сплави. Методи за определяне на антимон
ГОСТ 6689.16 Никел, никелови и медно-никелови сплави. Методи за определяне на цинк, кадмий, олово, бисмут и калай
Официално издание
1
ГОСТ 6235-2020
ГОСТ 6689.17 Никел, никелови и медно-никелови сплави. Методи за определяне на бисмут
ГОСТ 6689.18 Никел, никелови и медно-никелови сплави. Методи за определяне на сяра
ГОСТ 6689.19 Никел, никелови и медно-никелови сплави. Методи за определяне на фосфор
ГОСТ 6689.20 Никел, никелови и медно-никелови сплави. Методи за определяне на олово
ГОСТ 6689.21 Никел, никелови и медно-никелови сплави. Методи за определяне на титан
ГОСТ 6689.22 Никел, никелови и медно-никелови сплави. Методи за определяне на калай
ГОСТ 7376 Гофриран картон. Общи спецификации*
ГОСТ 7502 Метални измервателни ленти. Технически условия
ГОСТ 7933 Картон за потребителски опаковки. Общи спецификации
ГОСТ 8273 Опаковъчна хартия. Технически условия
ГОСТ 8828 Хартиена основа и двуслойна водоустойчива опаковъчна хартия. Технически условия
ГОСТ 10198 Дървени кутии за товари с тегло над 200 до 20 000 кг. Общи спецификации
ГОСТ 10510 (ISO 8490-86) Метали. Метод за изпитване чрез екструдиране по Ерихсен за листове и ленти
ГОСТ 11358 Дебеломери и дебеломери за стени с делителна ставка 0,01 и 0,1 мм. Технически условия
ГОСТ 13047.1 Никел. Кобалт. Общи изисквания за методи за анализ
ГОСТ 13047.2 Никел. Кобалт. Методи за определяне на никел в никел
ГОСТ 13047.3 Никел. Кобалт. Методи за определяне на кобалт в кобалт
ГОСТ 13047.4 Никел. Кобалт. Методи за определяне на кобалт в никел
ГОСТ 13047.6 Никел. Кобалт. Методи за определяне на въглерод
ГОСТ 13047.7 Никел. Кобалт. Методи за определяне на сяра
ГОСТ 13047.14 Никел. Кобалт. Методи за определяне на бисмут
ГОСТ 13047.17 Никел. Кобалт. Методи за определяне на желязо
ГОСТ 13047.18 Никел. Кобалт. Методи за определяне на арсен
ГОСТ 14019 (ISO 7438:1985) Метални материали. Метод за изпитване на огъване
ГОСТ 14192 Маркиране на товари
ГОСТ 15102 Затворен метален контейнер за общо предназначение с номинално бруто тегло 5,0 т. Технически условия
ГОСТ 15846 Продукти, доставяни до районите на Далечния север и еквивалентни населени места. Опаковка, маркировка, транспортиране и съхранение
ГОСТ 18242 Статистически тестове за приемане по алтернативен атрибут. Планове за контрол**
ГОСТ 18321 Статистически контрол на качеството. Методи за произволно вземане на проби от отделни продукти
ГОСТ 18477 Универсални контейнери. Видове, основни параметри и размери
ГОСТ 20435 Затворен метален контейнер за общо предназначение с номинално бруто тегло 3,0 т. Технически условия
ГОСТ 21140 Контейнер. Размерна система
ГОСТ 21650 Средства за закрепване на единични товари в транспортни опаковки. Общи изисквания
ГОСТ 22225 Контейнери за общо предназначение с бруто тегло 0,625 и 1,25 тона. Технически условия
ГОСТ 24047 Полуфабрикати от цветни метали и техните сплави. Вземане на проби за изпитване на опън
ГОСТ 24231 Цветни метали и сплави. Общи изисквания за вземане на проби и подготовка на проби за химичен анализ
ГОСТ 24597 Опаковки с единични опаковани товари. Основни параметри и размери
ГОСТ 26653 Подготовка на генерални товари за транспорт. Общи изисквания
ГОСТ 26663 Транспортни опаковки. Формиране с помощта на опаковъчни средства. Общи технически изисквания
ГОСТ 26838 Дървени кутии и летви. Стандарти за механична якост
ГОСТ 26877 Метални изделия. Методи за измерване на отклонения във формата
ГОСТ 33757 Плоски дървени палети. Технически условия
* В сила е ГОСТ Р 52901-2007 "Гофриран картон за опаковане на продукти. Технически условия".
** В сила е ГОСТ Р ISO 2859-1-2007 "Статистически методи. Процедури за вземане на проби за проверка по алтернативен атрибут. Част 1. Планове за вземане на проби за проверка на последователни партиди въз основа на приемливо ниво на качество".
2
ГОСТ 6235-2020
Забележка - При използване на този стандарт е препоръчително да се провери валидността на посочените стандарти и класификатори на официалния уебсайт на Междудържавния съвет по стандартизация, метрология и сертифициране или в индексите на национални стандарти, публикувани в посочените в предговора страни, или на официалните уебсайтове на съответните национални органи по стандартизация. Ако е дадено недатирано позоваване на документ, следва да се използва документът, който е в сила към момента, като се вземат предвид всички направени в него промени. Ако е заменен цитиран документ, към който е дадено датирано позоваване, следва да се използва посочената версия на този документ. Ако след приемането на този стандарт в цитиран документ, към който е дадено датирано позоваване, бъде направена промяна, която засяга разпоредба, към която е дадено позоваване, тази разпоредба се прилага без да се взема предвид тази промяна. Ако цитиран документ бъде отменен без замяна, разпоредбата, в която е дадено позоваване на него, се прилага в частта, която не засяга това позоваване.
3 Термини и определения
В този стандарт се използват следните термини и определения:
3.1 лист: Плосък полуготов продукт с правоъгълно напречно сечение, с дебелина над 0,1 мм, произведен
търкаляне.
3.2 лента: Плосък полуфабрикат с правоъгълно напречно сечение със съотношение на дължина към ширина не
по-малки от 5, с дебелина над 0,1 мм, произведени чрез валцуване или рязане на листове и ленти.
3.3 потъмняване: Дефект под формата на непрекъсната тъмна повърхност на продукта.
3.4 цветове на отгряване: Повърхностен дефект, който представлява преливащ се оксиден филм,
присъстващи върху гладката повърхност на продукта.
3.5 следи от неизгоряла мазнина: Повърхностен дефект под формата на петна, ивици, капки и петна.
3.6 грапавина: Повърхностен дефект, който представлява остра, ръбовидна издатина или
метална лента, усукана в спирала в точката, където се реже слитък или полуготов продукт.
3.7 валцоване на окалина: Повърхностен дефект под формата на включвания на остатъци от окалина, втиснати в
метална повърхност по време на деформация.
3.8 деламинация: Повърхностен дефект под формата на прекъсване в метално ориентираната
по посока на деформацията.
3.9 пукнатина: Дефект под формата на локално разкъсване на метал с различен размер, имащ някакви
посока.
3.10 извивка: Отклонение във формата, при което ръбовете на лист или лента в хоризонтално положение
равнините имат формата на дъга.
3.11 набръчкан, вълнообразен ръб: Дефект във формата на локално набръчкан ръб на плосък полуфабрикат.
3.12 разкъсан ръб: Повърхностен дефект на плосък полуготов продукт под формата на разкъсване на метала по дължина
ръбове.
3.13 наклон на рязане: Отклонение от перпендикулярността, при което равнината на рязане образува
надлъжни равнини на метални изделия под ъгъл, различен от 90°.
4 Асортимент
4.1 Дебелината и ширината на горещовалцуваните листове и максималните отклонения в дебелината трябва да съответстват на стойностите, посочени в Таблица 1.
Таблица 1 В милиметри
| Дебелина на листа | Максимални отклонения в дебелината по ширина на листа | ||
| 500 | 600, 700 | 800 | |
| 5.0 | 0 -0,40 |
- | - |
| 6.0 | 0 -0,45 | ||
7.0 8.0 |
0 -0,50 | ||
3
ГОСТ 6235-2020
Край на таблица 1 В милиметри
| Дебелина на листа | Максимални отклонения в дебелината по ширина на листа | ||
| 500 | 600, 700 | 800 | |
| 9.0 | 0 -0,50 |
0 -0.60 |
- |
| 10.0 | 0 -1.0 | ||
11.0 12.0 13.0 14.0 |
0 -0.80 |
0 -0,90 | |
15.0 16.0 17.0 |
0 -0,90 |
0 -1.0 |
0 -1,2 |
18.0 19.0 20.0 |
0 -1,2 |
0 -1.3 |
0 -1.5 |
| Забележка: По искане на клиента, горещовалцуваните листове се произвеждат с по-строги допустими отклонения за максимална дебелина. | |||
4.2 Максималните отклонения в ширината на листа трябва да съответстват на стойностите, посочени в Таблица 2.
Таблица 2 В милиметри
| Ширина на листа | Максимални отклонения в ширината в зависимост от дебелината на листа | |
| От 5.0 до 10.0 | От 11.0 до 20.0 | |
| 500, 600, 700, 800 | 0 -15 |
0 -20 |
4.3 Дължината на листовете трябва да бъде 500-2000 мм.
Листовете се произвеждат в мерни, кратни на 100 мм и немерни дължини.
Максималните отклонения в дължината на листовете с измерени и многократно измерени дължини не трябва да надвишават минус 20 мм.
4.4 Дебелината на горещовалцуваните ленти и максималните отклонения за нея трябва да съответстват на стойностите, дадени в Таблица 3.
Таблица 3 В милиметри
| Дебелина на лентата | Максимални отклонения в дебелината на лентата |
5.0-6.0 7.0-8.0 9.0-10.0 11.0 12.0 13.0-14.0 15.0-17.0 18.0-20.0 |
от 0 до -0,35 от 0 до -0,40 от 0 до -0,50 от 0 до -0,60 от 0 до -0,70 от 0 до -0,80 от 0 до -0,90 от 0 до -1.2 |
| Забележка: По искане на клиента, горещовалцуваните ленти се произвеждат с по-строги допустими отклонения за максимална дебелина. | |
4
ГОСТ 6235-2020
4.5 Ширината на горещовалцуваните ленти и максималните отклонения за нея трябва да съответстват на стойностите, посочени в Таблица 4.
Таблица 4 В милиметри
| Пропускателна способност | Максимални отклонения в ширината в зависимост от дебелината на лентата | ||
| 5.0 | От 6.0 до 10.0 | От 11.0 до 20.0 | |
| 100, 150, 300 | 0 -4.0 |
0 -10.0 |
- |
| 100, 150 | - | - | 0 -15.0 |
| 300 | - | - | 0 -20,0 |
| Забележка: По искане на клиента, горещовалцуваните ленти се произвеждат с по-строги максимални допустими отклонения в ширината. | |||
4.6 Дължината на горещовалцуваните ленти трябва да бъде 400-2000 мм.
Горещовалцуваните ленти се произвеждат в измерени, многомерни и немерни дължини.
Максималните отклонения в дължината на горещовалцуваните ленти не трябва да надвишават минус 15 мм.
4.7 Дебелината на студеновалцуваните ленти и максималните отклонения за нея трябва да съответстват на стойностите, посочени в Таблица 5.
Таблица 5 В милиметри
| Дебелина на лентата | Максимални отклонения в дебелината на лентата |
| 1.0 | 0 -0,08 |
| 1,2 | 0 -0,09 |
| 1.5 | 0 -0,10 |
| 1.8-2.0 | 0 -0,11 |
| 2.5-3.0 | 0 -0,12 |
| 3.5 | 0 -0,16 |
| 4.0 | 0 -0,18 |
| 4.5-5.0 | 0 -0.20 |
| 5.5-8.0 | 0 -0,25 |
| 9.0-10.0 | 0 -0,30 |
4.8 Ширината на студено валцуваните ленти и максималните отклонения за нея трябва да съответстват на стойностите, посочени в Таблица 6.
Таблица 6 В милиметри
| Пропускателна способност | Максимални отклонения в ширината в зависимост от дебелината на лентата | |||
| от 1,0 до 1,5 | от 1,5 до 3,0 | от 3,5 до 5,5 | от 6.0 до 10.0 | |
40, 42, 45, 48, 50, 52, 55, 60, 63, 65, 70, 75, 80, 85, 90, 95, 100, 105, 110, 120, 125, 130, 140, 150, 160, 170 |
0 -1 |
0 -2 |
- | - |
5
ГОСТ 6235-2020
Край на таблица 6 В милиметри
| Пропускателна способност | Максимални отклонения в ширината в зависимост от дебелината на лентата | |||
| от 1,0 до 1,5 | от 1,5 до 3,0 | от 3,5 до 5,5 | от 6.0 до 10.0 | |
175, 180, 190, 200, 210, 220, 240, 250, 260, 280 300 |
0 -2 |
0 -3 |
0 -4 |
0 -10 |
| 400 | 0 -3 |
0 -3 |
- | - |
4.9 Дължината на студено валцуваните ленти трябва да бъде 400-2000 мм.
Студено валцуваните ленти се произвеждат в измерени, многомерни и немерни дължини.
Максималните отклонения в дължината на лентите не трябва да надвишават минус 10 мм.
Забележка - Теоретичното тегло на 1 м² листове и ленти е дадено в Приложение А.
4.10 По споразумение между потребителя и производителя, листовете и лентите могат да се произвеждат в междинни размери по дебелина и ширина с максимални отклонения за следващия по-голям размер, дадени в таблици 1-6.
4.11 По споразумение между потребителя и производителя, листове и ленти могат да се произвеждат с максимални отклонения в дебелината и ширината, различни от посочените в таблици 1-6.
4.12 Конвенционалните обозначения на листове и ленти трябва да бъдат посочени съгласно диаграмата:
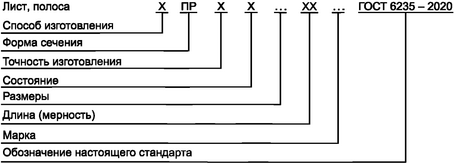
Използват се следните съкращения:
метод на производство: студено валцуван - D,
горещовалцувани - G;
форма на напречното сечение: правоъгълна - PR;
състояние: меко - M,
твърдо тяло - Т;
дължина (размер): кратно на размер - KD,
безразмерни - НД.
На мястото на липсващите данни се поставя "X".
Примери за конвенционални обозначения:
Горещовалцувана ламарина с дебелина 5,0 мм, ширина 500 мм, дължина 1000 мм, изработена от никел клас NP2:
Лист GPRHH 5.0×500×1000 NP2 ГОСТ 6235-2020
Горещовалцувана лента с дебелина 9,0 мм, ширина 150 мм, дължина 1500 мм, изработена от никел клас NP3:
Лента GPRXX 9.0×150×1500 NP3 ГОСТ 6235-2020
Студеновалцувана лента с дебелина 8,0 мм, ширина 100 мм, дължина 1000 мм, изработена от никел клас NP2:
Лента DPRXX 8.0×100×1000 NP2 ГОСТ 6235-2020
5 Технически изисквания
5.1 Листовете и лентите се произвеждат в съответствие с изискванията на този стандарт от никел марки NP1, NP2, NP3 и NP4 с химичен състав съгласно GOST 492.
6
ГОСТ 6235-2020
5.2 В зависимост от състоянието на материала, студено валцуваните ленти се произвеждат меки и твърди.
5.3 Повърхността на листовете и лентите трябва да бъде без замърсявания, които възпрепятстват визуалната проверка.
5.4 Не се допускат дефекти по повърхността, които биха довели до превишаване на максималните отклонения в дебелината на листовете и лентите по време на контролно почистване.
Освен това, върху повърхността на горещовалцувани листове и ленти се допуска незначително търкаляне на окалина, което не води до превишаване на максималните отклонения в дебелината на листовете и лентите по време на контролно почистване.
Допускат се локално потъмняване, оцветявания от отпускане и следи от неизгоряла грес по повърхността на студено валцувани ленти.
Изискванията за качество на повърхността се установяват въз основа на проби, одобрени в съответствие с установената процедура.
5.5 По споразумение между потребителя и производителя, листове и ленти могат да бъдат произведени с изисквания за качество на повърхността, които се различават от посочените в 5.4.
5.6 Листовете и лентите трябва да бъдат нарязани равномерно.
5.7 Наклонът на рязане не трябва да надвишава максималните отклонения в ширината и дължината на листовете и лентите.
5.8 По искане на потребителя, листовете и лентите не трябва да имат вълнообразни, набръчкани или скъсани ръбове, както и неравности по ръба.
5.9 Горещовалцуваните листове и ленти се произвеждат с дебелина над 20 мм без подрязване на ръбове, като максималните отклонения в дебелината се определят по споразумение между потребителя и производителя.
5.10 По споразумение между потребителя и производителя, листове и ленти могат да бъдат произведени с изисквания за качество на ръбовете, които се различават от посочените в 5.7 и 5.8.
5.11 Листовете и лентите не трябва да имат разслояване.
5.12 По искане на клиента, меките ленти трябва да издържат изпитване за студено огъване под ъгъл 180° около дорник с радиус на кривината, равен на дебелината на лентата, без образуване на следи от разкъсвания или пукнатини.
5.13 По споразумение между потребителя и производителя, изискванията за изпитвания на огъване на меки ленти могат да се различават от посочените в 5.12.
5.14 По искане на клиента, формата на полумесец на студеновалцуваните ленти не трябва да надвишава 3 мм на 1 м дължина.
5.15 По споразумение между потребителя и производителя, листове и ленти могат да бъдат произведени с изисквания за форма на полумесец, различни от посочените в 5.14.
5.16 По искане на клиента, механичните свойства на листовете и лентите трябва да съответстват на посочените в Таблица 7.
Таблица 7
| Състояние на материала | Якост на опън, MPa (kgf/mm²), не по-малка от | Относително удължение, %, не по-малко от | Дълбочина на екструдиране (според Ериксен с радиус на щанца 10 мм), мм, не по-малко от |
Горещовалцувани Мек Твърдо |
370 (38) 370 (38) 540 (55) |
15 35 2 |
- 8.5 - |
5.17 По споразумение между потребителя и производителя, листове и ленти могат да бъдат произведени с механични свойства, които се различават от посочените в Таблица 7.
Стойностите на дълбочината на екструдиране за теста за сферично изтегляне на вдлъбнатини могат да се различават от дадените в Таблица 7.
6 Правила за приемане
6.1 Листовете и лентите се приемат на партиди. Партидата трябва да се състои от листове и ленти от един и същи клас никел, с еднакъв размер, с еднакво състояние на материала и да бъде придружена от един документ за качество, съдържащ:
- търговска марка или име на производителя и търговска марка;
- име на страната производител;
- юридически адрес на производителя и/или продавача;
7
ГОСТ 6235-2020
- конвенционално обозначение;
- номер на партидата;
- резултати от тестове;
- бруто и нетно тегло на партидата;
- брой товарни пространства.
Теглото на партидата не трябва да надвишава 2500 кг.
Допустимо е да се издаде един документ за качество за няколко партиди листове или ленти от никел от един и същи клас, един и същ размер, едно и също състояние, изпратени до един потребител, като се посочат номерата на партидите.
6.2 За контрол на размерите и качеството на повърхността на листовете и лентите се използва едноетапен нормален план за вземане на проби за алтернативен контрол в съответствие с GOST 18242 с ниво на приемане на дефектност от 4%.
Изборът на листове и ленти от партида в проба се извършва "на сляпо" (използвайки метода на най-голяма обективност) в съответствие с GOST 18321.
Броят на избраните листове и ленти се определя в съответствие с Таблица 8.
Таблица 8
| Брой листове и ленти в партида, бр. | Брой контролирани листове и ленти, бр. |
4-25 26-90 91-150 151-280 281-500 501-1200 1201-3200 |
3 13 20 32 50 80 125 |
| Забележка: Ако размерът на партидата не надвишава три листа или ленти, се тества всеки лист или лента. | |
Броят на листовете и лентите в партида и броят на контролираните зони върху един лист или лента се определят съгласно формули (1) и (2), дадени в 7.2.
Броят на контролираните точки на всеки избран лист или лента се определя в зависимост от общия брой секции с дължина 100 mm по периметъра на листа или лентата в съответствие с Таблица 9.
Ако периметърът не е кратен на 100 mm, крайният участък с дължина по-малка от 100 mm се приема за един участък.
Таблица 9
| Брой секции на лист или лента, бр. | Брой контролирани точки на лист или лента, бр. | Номер на отхвърляне |
4-25 26-90 91-150 |
3 13 20 |
1 2 3 |
Тестваният лист или лента се счита за приемлив, ако броят на резултатите от измерванията, които не отговарят на изискванията на раздели 4 и 5, е по-малък от броя на отхвърлените резултати, посочен в таблица 9.
Ако се получат незадоволителни резултати от измерването на поне един от контролираните листове или една лента, партидата се отхвърля.
Производителят има право да извърши пълна проверка, ако се получи незадоволителен резултат.
Производителят има право да извършва контрол на качеството на повърхността и размерите на листа по време на производствения процес, при условие че качеството на листовете отговаря на изискванията на този стандарт.
8
ГОСТ 6235-2020
6.3 За изпитване на огъване, извивка и наклон на рязане се избират четири ленти от партида.
6.4 За изпитването за удължаване на сферичната вдлъбнатина от партидата се избират четири меки ленти с дебелина 1,0 и 1,2 mm.
6.5 За проверка на химичния състав се избират четири листа или ленти от партида. Производителят има право да вземе проба от разтопения метал, за да провери химичния състав.
6.6 Ако се получат незадоволителни резултати от изпитванията на опън, огъване, екструдиране и химичен анализ, както и от контрола на ширината, дължината и качеството на повърхността, се извършва повторно изпитване върху двойна проба, взета от същата партида. Резултатите от повторното изпитване се разпростират върху цялата партида.
7 Методи за контрол и тестване
7.1 Контролът на качеството на повърхността на листовете и лентите се извършва с помощта на статистически метод, който осигурява зададеното качество на повърхността с вероятност от 96%. Повърхността на листовете и лентите се проверява без използването на увеличителни устройства.
7.2 Дебелината на листовете се измерва на разстояние най-малко 100 mm от върха на ъгъла и най-малко 10 mm от ръба на листа или лентата, като се използва микрометър съгласно GOST 6507, шублер съгласно GOST 166 или дебеломер съгласно GOST 11358.
Размерите на листовете и лентите се проверяват с определена вероятност от 96%. Резултатите от измерването на размерите на листовете и лентите, които не отговарят на изискванията на таблици 1-6, не трябва да се различават от разрешените с повече от половината на полето за толеранс.
Броят на листовете или лентите в партида M, бр., се изчислява по формулата
M = 10^ 6 · , (1)
където P е теглото на партидата, kg;
Y - плътност на материала, g/cm³;
h - дебелина на листа, лентата, mm;
b - ширина на листа, лентата, мм;
l - дължина на листа, лентата, mm.
Броят на контролираните зони на лист, лента N, бр., се изчислява по формулата
N = , (2)
където l е дължината на листа, лентата, mm;
b - ширина на листа, лентата, мм.
Ширината и дължината на листовете се измерват с помощта на линийка в съответствие с GOST 427 или ролетка в съответствие с GOST 7502.
Разрешено е контролът на размерите на листовете и лентите в производственото предприятие да се извършва чрез други измервателни средства, които осигуряват необходимата точност. При възникване на разногласия контролът се извършва чрез статистически методи за контрол.
7.3 За изпитване на опън се изрязва по една проба от всеки избран лист или лента по посока на валцоване. Пробите за изпитване на опън се избират в съответствие с ГОСТ 24047.
Изпитванията на опън се извършват съгласно GOST 1497 върху проби от тип I или II с начална изчислена дължина на пробата l0 = 5,65 mm ( F0 е началната площ на напречното сечение на пробата) и ширина 20 mm за листове и ленти с дебелина 7 mm или по-малка и ширина 30 mm за листове и ленти с дебелина 8,0 mm или повече.
7.4 Формата на полумесец и наклонът на реза се определят съгласно ГОСТ 26877.
7.5 За изпитването на огъване от всяка избрана лента се изрязва по една проба в посока на валцоване. Изпитването на огъване се провежда в съответствие с ГОСТ 14019.
7.6 За изпитването за екструдиране се изрязва по една проба от всяка избрана лента. Изпитването за екструдиране се провежда в съответствие с ГОСТ 10510.
7.7 За определяне на химичния състав се изрязва по една проба от всяка избрана лента или лист в съответствие с ГОСТ 24231. Химичният състав се определя в съответствие с ГОСТ 13047.1 - ГОСТ 13047.4, ГОСТ 13047.6, ГОСТ 13047.7, ГОСТ 13047.14, ГОСТ 13047.17, ГОСТ 13047.18, ГОСТ 6689.1 - ГОСТ 6689.22, ГОСТ 6012.
9
ГОСТ 6235-2020
Допустимо е да се провежда химичен анализ с помощта на други ускорени методи, които не са по-ниски по точност от посочените.
Ако възникнат разногласия при оценката на химичния състав, анализът се извършва в съответствие с ГОСТ 13047.1 - ГОСТ 13047.4, ГОСТ 13047.6, ГОСТ 13047.7, ГОСТ 13047.14, ГОСТ 13047.17, ГОСТ 13047.18, ГОСТ 6689.1 - ГОСТ 6689.22, ГОСТ 6012.
7.8 Производителят има право да използва други методи за контрол, които осигуряват необходимата точност.
7.9 Резултатите от измерванията се закръгляват съгласно действащите нормативни документи на територията на държавата, приела стандарта*.
8 Опаковка, етикетиране, транспортиране и съхранение
8.1 Студеновалцуваните ленти с дебелина до 2,00 мм включително се опаковат на снопове. Сноповете трябва да бъдат обвити в хартия и защитени отгоре и отдолу с дъски или дървени щитове, чиито размери съответстват на ширината и дължината на снопа, и завързани напречно на поне две места със стоманена или синтетична лента с размери най-малко 0,3 × 20 мм или тел с диаметър най-малко 2 мм.
Закрепете краищата на жицата, като завъртите поне три оборота, а лентата - като я заключите.
Листове и ленти с дебелина над 2,00 мм трябва да бъдат опаковани в пакети с едностранна защита чрез екрани, съгласно размерите на пакета, както е посочено по-горе.
Листове и ленти с дебелина над 5,00 мм не могат да се връзват в снопове.
8.2 Брутното тегло на чаршафите в пакет не трябва да надвишава 80 кг.
По споразумение между потребителя и производителя, теглото на опаковъчното пространство може да надвишава 80 кг.
8.3 Листовете и лентите се увиват в хартия и се опаковат в плътни дървени или решетъчни кутии от типове I-VIII съгласно GOST 2991 и GOST 10198 или други кутии съгласно техническа документация със стандарти за механична якост съгласно GOST 26838 и са облицовани отвътре с водоустойчива хартия.
Горещовалцуваните листове и ленти може да не бъдат опаковани.
Брутното тегло на кутията не трябва да надвишава 500 кг.
Размери на кутиите - съгласно GOST 21140 или друга техническа документация.
8.4 Товарните артикули (кутии, пакети и отделни листове и ленти) се консолидират в транспортни опаковки в съответствие с ГОСТ 24597.
Средства за закрепване на транспортни опаковки - съгласно ГОСТ 21650.
По време на механизирано товарене и разтоварване теглото на товарен предмет или транспортен пакет не трябва да надвишава 1250 кг.
Допускат се и други методи и средства за формиране на опаковки съгласно техническата документация, като се вземат предвид изискванията на GOST 26663, GOST 24597, GOST 21650.
Опаковането се извършва на палети съгласно GOST 33757 или без палети, като се използват пръти с височина най-малко 50 мм с обвързване в надлъжна и напречна посока с тел с диаметър най-малко 2 мм или лента с размер най-малко 0,3 × 20 мм. Краищата на жиците се закрепват чрез усукване на най-малко пет оборота, а лентите се закрепват в ключалка.
8.5 Разрешено е транспортирането на листове и ленти в контейнери съгласно ГОСТ 15102, ГОСТ 22225, ГОСТ 20435 и ГОСТ 18477 или съгласно техническа документация без опаковане в кутии, хартия, синтетични и нетъкани материали и без защита с дървени дъски. В този случай между редовете опаковки трябва да се постави картон.
Когато се транспортират в контейнери, листовете и лентите трябва да бъдат положени и закрепени по начин, който предотвратява тяхното движение в контейнера. Освен това, те трябва да бъдат защитени от замърсяване и механични повреди.
8.6 В края на всеки лист или лента, които не са свързани в снопове, трябва да се постави, прикрепи или залепи етикет, указващ:
- търговска марка или име и търговска марка на производителя;
- име на страната производител;
- конвенционално обозначение на листове;
- партидни номера;
- печат за технически контрол.
* В сила е ST SEV 543-77 "Числа. Правила за записване и закръгляване".
10
ГОСТ 6235-2020
При изпращане на листове и ленти, пакетирани в пакети, горните данни се поставят върху етикет, прикрепен към пакета, или се залепват към горната лента или горния лист на пакета.
8.7 Всяко товарно пространство, всяка кутия или контейнер трябва да бъдат снабдени с, приложени или прикрепени опаковъчни листове, съдържащи:
- търговска марка или име и търговска марка на производителя;
- име на страната производител;
- конвенционално обозначение на листове;
- номер на партидата;
- нетно тегло;
- бруто тегло;
- номер на опаковчика.
8.8 Транспортна маркировка - съгласно ГОСТ 14192 с нанасяне на знака за обработка "Да се пази от влага".
При превоз на стоки по въздух етикетите трябва да бъдат изработени от дърво или метал и залепени от двете страни.
8.9 Следните материали трябва да се използват като опаковъчни средства, материали и средства за закрепване:
- хартия съгласно ГОСТ 8273, ГОСТ 8828;
- гофриран картон съгласно ГОСТ 7376;
- картон съгласно ГОСТ 7933;
- синтетични и нетъкани материали съгласно техническата документация;
- плоскости и панели съгласно техническата документация;
- ленти съгласно ГОСТ 3560;
- тел съгласно ГОСТ 3282;
- синтетична лента съгласно техническата документация.
Допустимо е използването на други видове опаковъчни материали, които не са по-ниски по здравина от изброените по-горе, както и други видове и методи на опаковане, които гарантират запазването на качеството на продукта.
8.10 Опаковка на листове и ленти, предназначени за превоз до райони на Далечния север и еквивалентни населени места - в съответствие с ГОСТ 15846 за групата "Метали и метални изделия".
8.11 Листовете и лентите се транспортират с всички видове транспорт в закрити превозни средства в съответствие с действащите правила за транспорт и условия за товарене и обезопасяване на товара за съответния вид транспорт.
8.12 Листове и ленти за морски транспорт се транспортират в съответствие с ГОСТ 26653.
8.13 Листовете и лентите трябва да се съхраняват в затворени помещения, в кутии или на рафтове, палети и стелажи. По време на съхранение и транспортиране листовете и лентите трябва да бъдат защитени от механични повреди, излагане на влага и активни химикали.
Потребителят трябва да съхранява листовете и лентите в опаковката на производителя в склада поне два дни, за да се изравни температурата на листовете и лентите с температурата в помещението. След този период те трябва да бъдат разопаковани.
Ако са спазени посочените условия за транспортиране и съхранение, потребителските свойства на листовете и лентите не се променят.
11
ГОСТ 6235-2020
Приложение А
(информативно)
Дебелина и теоретично тегло на 1 м² горещовалцувани листове и горещовалцувани
и студено валцувани ленти
Таблица А.1
| Дебелина на листа, лента, мм | Теоретично тегло на 1 м², лист, лента, кг | Дебелина на листа, лента, мм | Теоретично тегло на 1 м², лист, лента, кг |
1.0 1,2 1.5 1.8 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6.5 |
8.90 10.68 13.35 16.02 17.80 22.25 26.70 31.15 35.60 40.05 44.50 48,95 53.40 57.85 |
7.0 8.0 9.0 10.0 11.0 12.0 13.0 14.0 15.0 16.0 17.0 18.0 19.0 20.0 |
62.30 71.20 80.10 89,00 97,90 106,80 115,70 124.60 133,50 142,40 151.30 160.20 169.10 178,00 |
| Забележка: При изчисляване на теоретичната маса на листовете и лентите, плътността на никела се приема за 8,9 g/ cm3 . | |||
УДК 669.3.413;418:2:006.354 МСС 77.150.60
Ключови думи: никелови листове и ленти, студено валцувани, горещовалцувани, асортимент, технически изисквания, контрол, правила за приемане









